.avif)




.webp)


Industries
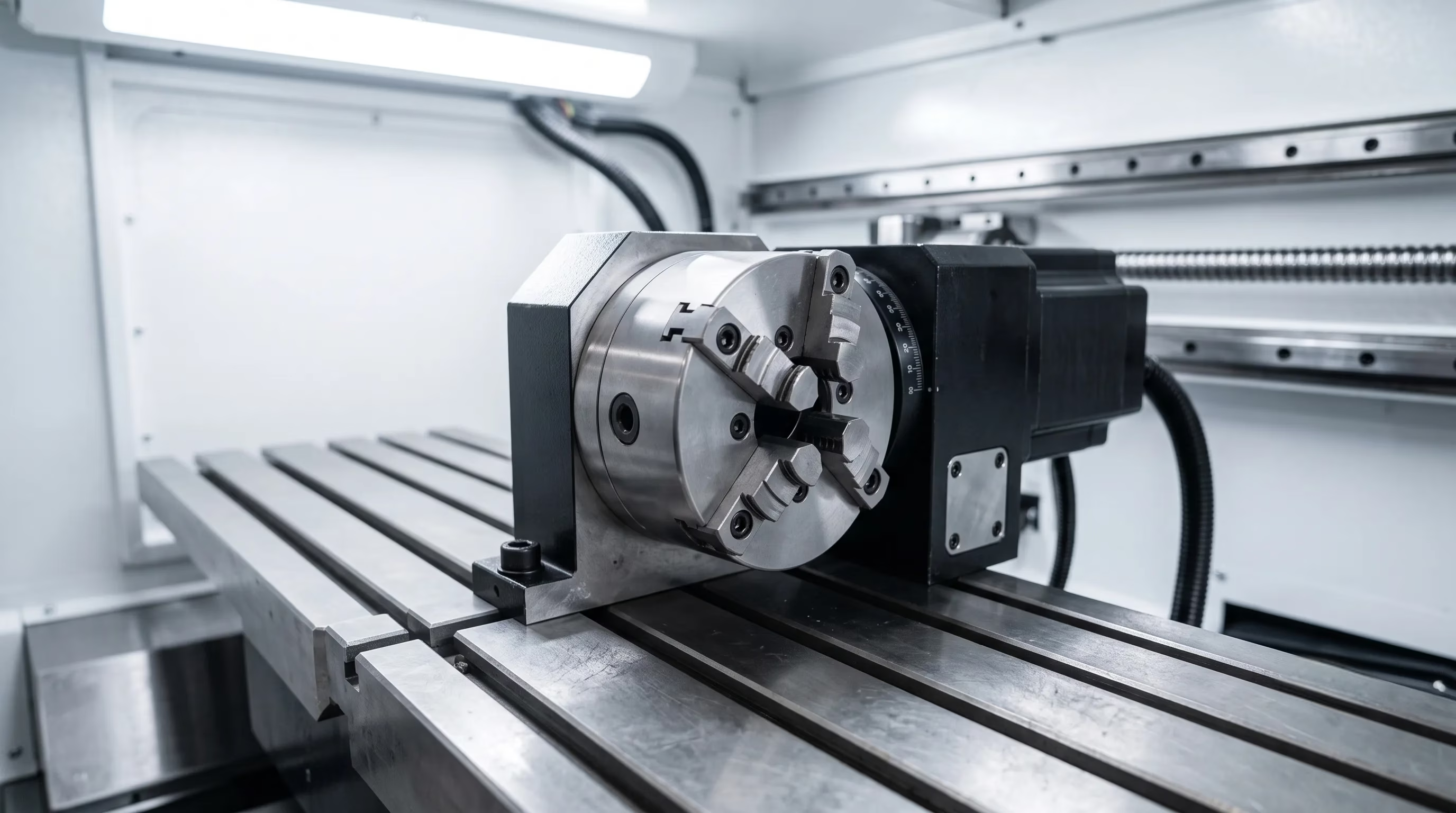
Urgent CNC Machining in Melbourne: How We Turn Around Critical Parts in 48–72 Hours
When a machine goes down or a project hits a wall, waiting weeks for parts is not an option. Here is how urgent CNC machining works and what you can do to get critical components faster.
Southside Team
3 min read
Urgent CNC Machining in Melbourne: How We Turn Around Critical Parts in 48–72 Hours